
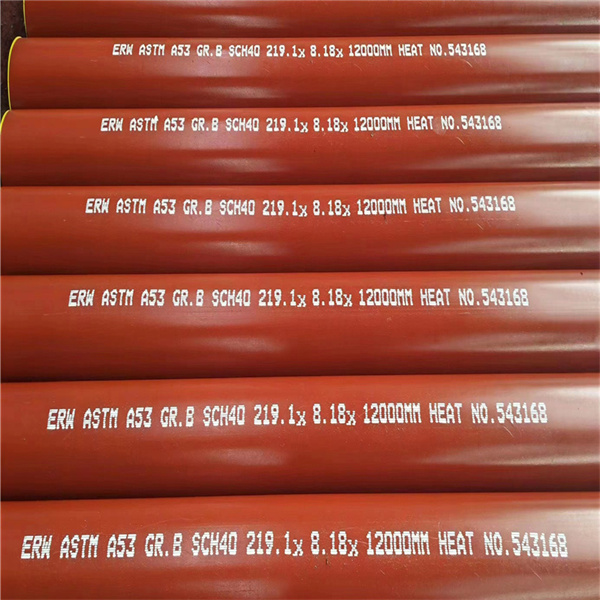
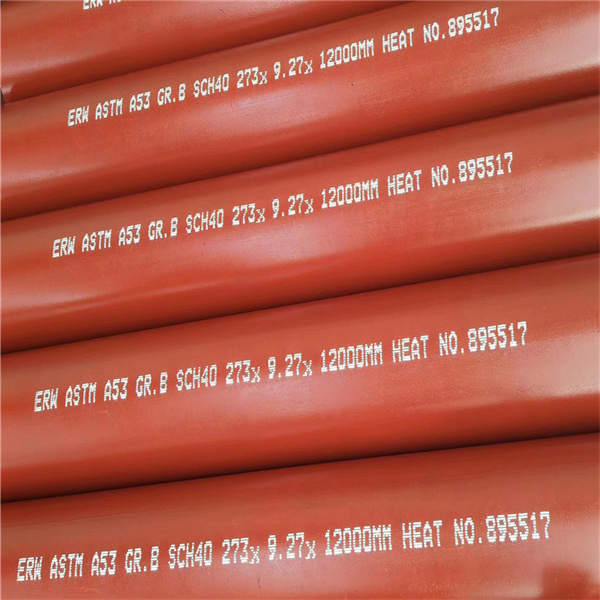
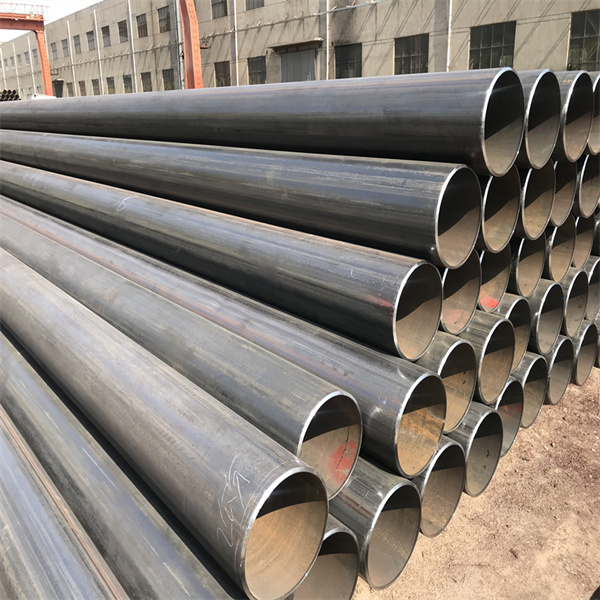
| 商品名 | 炭素溶接鋼管 | |
| 技術 | 縦方向電子抵抗溶接(ERW) ;高周波溶接(HFW) | |
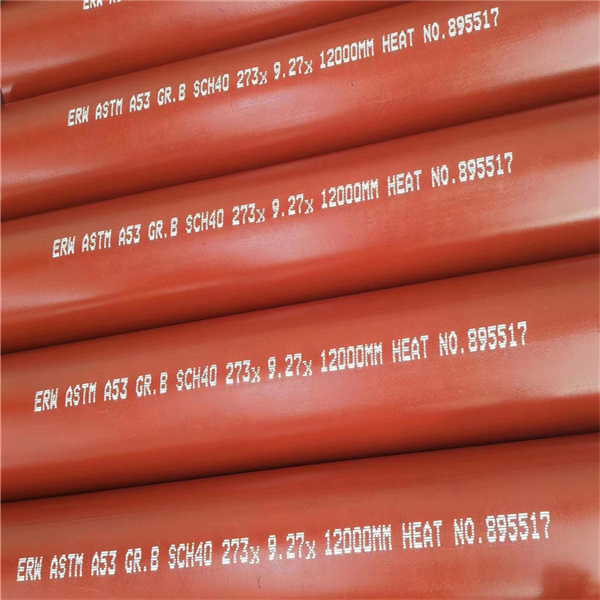
| 標準 | API5L、BS1387、ASTM A53/A106、EN10219、EN10210、EN10255、JIS G3452、JIS G3454など | |
| 材質の品質 | 鋼種 | GR.B、S275JRH、S275JOH、X42、X52、S355J0H |
| サイズ | WT | 1.5mm~16mm |
| 外径 | 26.7mm~660mm | |
| 長さ | 1m-12mまたはあなたの条件として | |
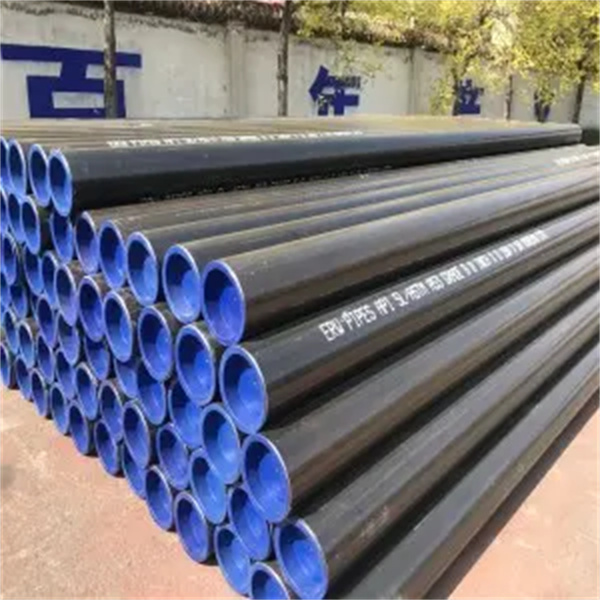
| 表面 | 亜鉛メッキ、3PE、塗装、コーティングオイル、スチールスタンプなど | |
| 終わり | プレーンエンド、切断、カップリング付きねじ切り、面取り、フランジなど。 | |
| 検査 | 化学組成と機械的特性のテスト付き。静水圧試験、寸法および外観検査、非破壊検査付き | |
| 認証 | BV、ISO、CE、または顧客ごとに。 | |
| 応用 | 建設用パイプ、構造用パイプ、温室用パイプ、建材用チューブ、 家具用チューブなど | |
| 取引条件 | FOB、CFR、CIF、CNF。 | |
| 支払い条件 | T/T、L/C の光景 30%T/T 事前に、バランス 70% は BL のコピーを受け取った後に支払われる必要があります | |
| 積み込み口 | 天津港 | |
グレードと化学成分(%)
| 学年 | C | Mn | P≤ | S≤ | Cu | Ni | Cr | Mo | V |
| タイプS(シームレス管) | |||||||||
| 甲種 | 0.25 | 0.95 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
| グレードB | 0.3 | 1.2 | 0.05 | 0.045 | 0.40 | 0.40 | 0.40 | 0.15 | 0.08 |
By 電気抵抗溶接
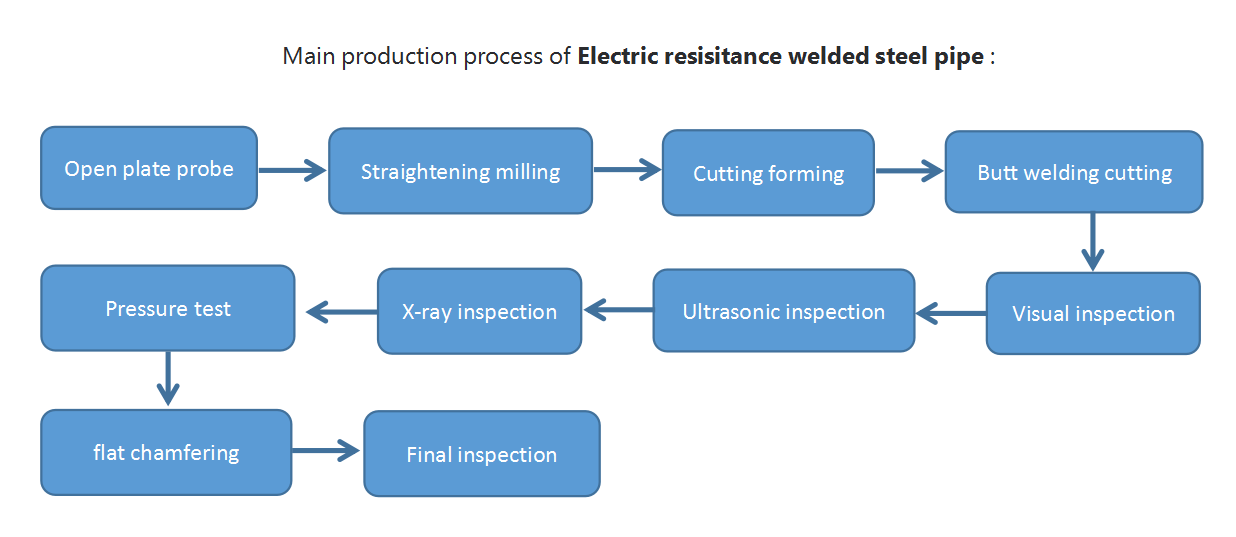
パイプ本体の引張試験- 引張試験は ISO6892 または ASTM A370 に従って実行する必要があります。縦方向のサンプルを使用する必要があります。同じ冷間膨張率 abd のパイプのテストユニットごとに 2 回
平坦化試験—各ロットから選択された 2 本のチューブの両端の試験片に対して 1 回の平坦化試験を行うものとします。
曲げ試験— 十分な長さのパイプが、円筒マンドレルの周囲で 90°まで冷間曲げられた状態に耐えなければなりません。
非破壊電気検査- 水圧試験の代替として、各パイプの本体全体を非破壊電気試験で試験するものとします。非破壊電気試験が実施される場合、長さには「NDE」の文字が付けられなければなりません。
静水圧試験—各チューブは静水圧試験を受けなければなりません。
溶接シームの全数 X 線テスト。
超音波検査です。
渦電流検査です。



この規格の ERW 鋼管は機械および圧力用途向けであり、蒸気、水、ガス、空気ラインの通常の用途にも使用できます。溶接に適しており、コイリング、曲げ、フランジ加工などの成形加工にも適しています。



引張要件:
|
| 甲種 | グレードB |
| 引張強さ、最小、psi (MPa) | 48000 (330) | 60000 (415) |
| 降伏強度、最小、psi (MPa) | 30000 (205) | 35000 (240) |
裸のパイプ、黒/ワニスコーティング、亜鉛コーティングおよびエポキシコーティングなど(カスタマイズ);
6インチ以下はコットンスリング2本を束ねたもの。
両端にはエンドプロテクターが付いています。
プレーンエンド、ベベルエンド(ベベルエンド付き2インチ以上、度数: 30~35°)、ねじ付き、カップリング;
マーキング。

EN10219 S275J0H S275J2H / S275JRH 構造電縫鋼管杭
電縫鋼管
JIS G3454 炭素電縫鋼管圧力サービス
EN10210 S355J2H 構造用電縫鋼管
JIS G3452 一般配管用炭素電縫鋼管




